Tworzenie płytek drukowanych nie jest może fascynującym zajęciem, ale często koniecznym, aby uruchomić własny układ zaprojektowany, np. w Eaglu na czymś trwalszym niż płytka prototypowa. W poście opisuję mój przepis na ich tworzenie.
1) Wydruk
Schematy i wzory płytek sporządzam w Eagle'u – dla moich potrzeb (i stosowanych wielkości płytek) jest wystarczający i co istotne, bezpłatny. Darmowa wersja pozwala na tworzenie płytek o wymiarach maksymalnie 100x80mm. Wokół zaprojektowanego obwodu drukowanego robię obrys (lub obrys przeciwległych rogów jak na zdjęciu poniżej), dzięki czemu łatwiej mi zgrać boki projektowanej płytki z bokami przyciętego laminatu.
Jest jeszcze kwestia papieru. Generalnie musi to być papier kredowy. Miałem do czynienia na razie z dwoma różnymi. Pierwszy przeznaczony do drukarek laserowych kupiony w pierwszym z brzegu sklepie papierniczym, nie za bardzo chciał mi się przyklejać do miedzi (a dokładniej toner z niego). Inny, polecany gdzieś na forum elektroda.pl, papier kredowy UNIPAP A4 115g był już ok, choć raczej nie przystosowany do wydruków na laserówkach. Problem z nim mam taki, że po paru wydrukach zaczynają się pojawiać bąble. Dopiero po ostygnięciu drukarki jestem w stanie ponownie drukować na tym papierze.
2) Cięcie laminatu
Stosuję tu wyrzynarkę z brzeszczotem do metalu. Trzeba uważać przy tym na palce, ale przynajmniej szybko się tnie ;) W trosce o palce, planuję zakup specjalnej płyty (stolika) do mocowania wyrzynarek (w ofercie firmy WOLFCRAFT). Wcześniej stosowałem małą ręczną piłkę do metalu, tzw. brzeszczot.
1) Wydruk
Schematy i wzory płytek sporządzam w Eagle'u – dla moich potrzeb (i stosowanych wielkości płytek) jest wystarczający i co istotne, bezpłatny. Darmowa wersja pozwala na tworzenie płytek o wymiarach maksymalnie 100x80mm. Wokół zaprojektowanego obwodu drukowanego robię obrys (lub obrys przeciwległych rogów jak na zdjęciu poniżej), dzięki czemu łatwiej mi zgrać boki projektowanej płytki z bokami przyciętego laminatu.
Jest jeszcze kwestia papieru. Generalnie musi to być papier kredowy. Miałem do czynienia na razie z dwoma różnymi. Pierwszy przeznaczony do drukarek laserowych kupiony w pierwszym z brzegu sklepie papierniczym, nie za bardzo chciał mi się przyklejać do miedzi (a dokładniej toner z niego). Inny, polecany gdzieś na forum elektroda.pl, papier kredowy UNIPAP A4 115g był już ok, choć raczej nie przystosowany do wydruków na laserówkach. Problem z nim mam taki, że po paru wydrukach zaczynają się pojawiać bąble. Dopiero po ostygnięciu drukarki jestem w stanie ponownie drukować na tym papierze.
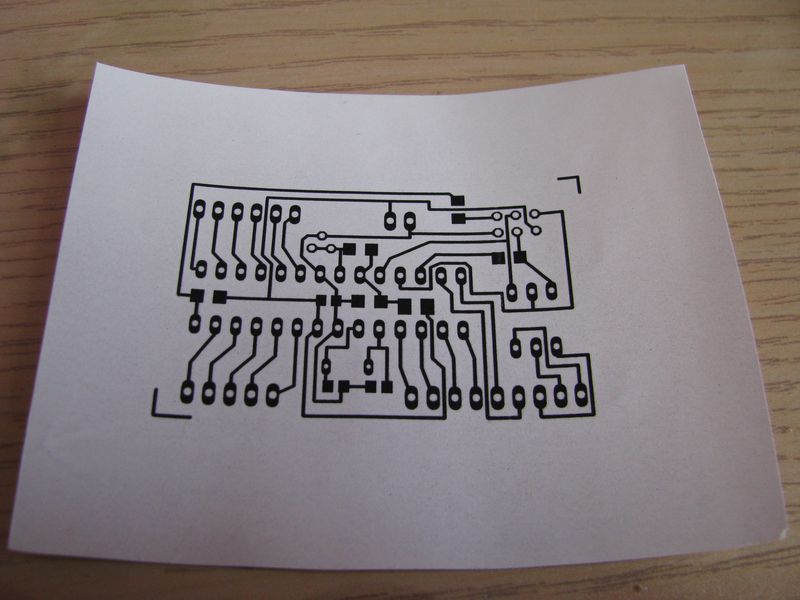 |
| Wydruk wzoru |
Stosuję tu wyrzynarkę z brzeszczotem do metalu. Trzeba uważać przy tym na palce, ale przynajmniej szybko się tnie ;) W trosce o palce, planuję zakup specjalnej płyty (stolika) do mocowania wyrzynarek (w ofercie firmy WOLFCRAFT). Wcześniej stosowałem małą ręczną piłkę do metalu, tzw. brzeszczot.
3) Czyszczenie płytki
Powierzchnię miedzi czyszczę gąbką kuchenną (jej szorstką stroną) z płynem do naczyń lub mleczkiem/proszkiem do czyszczenia powierzchni. Następnie odtłuszczam rozpuszczalnikiem (acetonem). Po tej operacji nie wskazane jest dotykanie powierzchni miedzi z racji na możliwe późniejsze problemy z przyleganiem tonera.
Powierzchnię miedzi czyszczę gąbką kuchenną (jej szorstką stroną) z płynem do naczyń lub mleczkiem/proszkiem do czyszczenia powierzchni. Następnie odtłuszczam rozpuszczalnikiem (acetonem). Po tej operacji nie wskazane jest dotykanie powierzchni miedzi z racji na możliwe późniejsze problemy z przyleganiem tonera.
4) Nanoszenie wzoru ścieżek
Wydruk ścieżek (trzeba pamiętać o odbiciu lustrzanym) przykładam do laminatu. Dodatkowo robię „zakładki” wokół obrysu płytki i zaginam papier pod spód płytki od strony laminatu, żeby lepiej trzymał się względem płytki. Teraz już można przystąpić do prasowania :) Temperatura żelazka powinna wynosić jakieś 160 stopni, a inaczej biorąc - gdzieś między dwoma a trzema kropkami :) Niestety trzeba tu trochę poeksperymentować, zanim się nabierze wprawy. Wiele razy ścierałem wzór obwodu i nanosiłem ponownie, zanim osiągnąłem zadowalający mnie rezultat. Za niska temperatura powoduje, że toner nie przyklei się wystarczająco do miedzi, za wysoka może spowodować rozlewanie się tonera po miedzi – miałem taki problem z Atmegą 8 w wersji SMD. Organoleptycznie, można powiedzieć, że jak toner zacznie prześwitywać przez papier, to można zakończyć prasowanie. Samo żelazko trzeba przyciskać równomiernie do całej powierzchni miedzi, nie zaniedbując brzegów i rogów.
5) Usuwanie papieru
Na mniej więcej kwadrans wkładam płytkę do naczynia z ciepłą wodą i ludwikiem lub octem (nie wyrobiłem sobie jakichś szczególnych proporcji, dolewam na oko). Po wyjęciu delikatnie zdejmuję papier, ścierając palcem (lub skrobiąc igłą) pozostałe resztki papieru. Potem pozostają ewentualne poprawki ścieżek mazakiem wodoodpornym lub igłą w zależności od tego, czy uzupełniam ubytki czy też dokonuję korekty w istniejących połączeniach.
Wydruk ścieżek (trzeba pamiętać o odbiciu lustrzanym) przykładam do laminatu. Dodatkowo robię „zakładki” wokół obrysu płytki i zaginam papier pod spód płytki od strony laminatu, żeby lepiej trzymał się względem płytki. Teraz już można przystąpić do prasowania :) Temperatura żelazka powinna wynosić jakieś 160 stopni, a inaczej biorąc - gdzieś między dwoma a trzema kropkami :) Niestety trzeba tu trochę poeksperymentować, zanim się nabierze wprawy. Wiele razy ścierałem wzór obwodu i nanosiłem ponownie, zanim osiągnąłem zadowalający mnie rezultat. Za niska temperatura powoduje, że toner nie przyklei się wystarczająco do miedzi, za wysoka może spowodować rozlewanie się tonera po miedzi – miałem taki problem z Atmegą 8 w wersji SMD. Organoleptycznie, można powiedzieć, że jak toner zacznie prześwitywać przez papier, to można zakończyć prasowanie. Samo żelazko trzeba przyciskać równomiernie do całej powierzchni miedzi, nie zaniedbując brzegów i rogów.
 |
| Płytka po "prasowaniu" |
Na mniej więcej kwadrans wkładam płytkę do naczynia z ciepłą wodą i ludwikiem lub octem (nie wyrobiłem sobie jakichś szczególnych proporcji, dolewam na oko). Po wyjęciu delikatnie zdejmuję papier, ścierając palcem (lub skrobiąc igłą) pozostałe resztki papieru. Potem pozostają ewentualne poprawki ścieżek mazakiem wodoodpornym lub igłą w zależności od tego, czy uzupełniam ubytki czy też dokonuję korekty w istniejących połączeniach.
 |
| Płytka gotowa do trawienia |
Do trawienia wykorzystuję wytrawiacz B327 sprzedawany w postaci białego proszku (podobnego do soli czy cukru w konsystencji). Należy go rozpuścić w ciepłej wodzie [jakie proporcje] o temperaturze ok. 40-50 stopni po czym włożyć płytkę do tak przygotowanego roztworu trawiącego. Optymalne warunki trawienia to stała temperatura, pionowe ustawienie płytki oraz jej ciągły ruch. Dzięki temu czas trawienie będzie "rozsądny". Zwykle wybieram wariant leniwy i wkładam płytkę do płaskiego plastikowego naczynia z przygotowanym roztworem, a to z kolei do większego naczynia w którym dolewam/wymieniam wodę na cieplejszą. Dzięki czemu przygotowany roztwór zachowuje temperaturę.
 |
| Płyta po trawieniu |
Ponownie śmierdzącym rozpuszczalnikiem ;)
 |
| Oczyszczona płytka |
Po przejściu na przynajmniej częściowe użycie elementów SMD dorzuciłem do programu jeszcze ten punkt. Sprawdzam miernikiem ciągłość obwodów i ewentualne zwarcia, które koryguję czymś ostrym, np. minifrezem.
9) Wiercenie otworów
Najlepiej wiertarką, a jeszcze lepiej miniwiertarką (z racji na średnice wierteł) ze statywem. Statyw przydaje się jeśli wiertło ma być faktycznie ustawione prostopadle do płytki i się nie ślizgać. W praktyce przydatne przy stosowaniu elementów wielopinowych, przy których ważne jest zgranie otworów.
Najlepiej wiertarką, a jeszcze lepiej miniwiertarką (z racji na średnice wierteł) ze statywem. Statyw przydaje się jeśli wiertło ma być faktycznie ustawione prostopadle do płytki i się nie ślizgać. W praktyce przydatne przy stosowaniu elementów wielopinowych, przy których ważne jest zgranie otworów.
10) Lutowanie
Korzystam ze stacji lutowniczej, która dobrze daje radę także przy lutowaniu elementów SMD (stosuje rozmiary 1206, 0805). Posiadam jeszcze stacje lutowniczą Hot Air znanej firmy ZHAOXIN (model 858D), ale brakuje mi czasu aby opanować skuteczne lutowanie z użyciem w tym wypadku pasty lutowniczej. Póki co używam jej w demontażu elementów SMD
11) Zabezpieczanie obwodu
Ma na celu uniknięcie utleniania się miedzi co utrudnia ewentualnie lutowania i wizualnie płytka nie wygląda tak atrakcyjnie (nie błyszczy) jak po usunięciu tonera tuż po trawieniu.
Używam w tym celu rozpuszczonej w spirytusie kalafonii w proporcjach bliżej nie ustalonych. Mieszanka jest lekko brązowa i dość kleista. Takie zabezpieczenie stosuję też przed lutowaniem, jeśli odkładam je w czasie na kilka lub więcej dni.
Korzystam ze stacji lutowniczej, która dobrze daje radę także przy lutowaniu elementów SMD (stosuje rozmiary 1206, 0805). Posiadam jeszcze stacje lutowniczą Hot Air znanej firmy ZHAOXIN (model 858D), ale brakuje mi czasu aby opanować skuteczne lutowanie z użyciem w tym wypadku pasty lutowniczej. Póki co używam jej w demontażu elementów SMD
11) Zabezpieczanie obwodu
Ma na celu uniknięcie utleniania się miedzi co utrudnia ewentualnie lutowania i wizualnie płytka nie wygląda tak atrakcyjnie (nie błyszczy) jak po usunięciu tonera tuż po trawieniu.
Używam w tym celu rozpuszczonej w spirytusie kalafonii w proporcjach bliżej nie ustalonych. Mieszanka jest lekko brązowa i dość kleista. Takie zabezpieczenie stosuję też przed lutowaniem, jeśli odkładam je w czasie na kilka lub więcej dni.
Brak komentarzy:
Prześlij komentarz